Tel: 54 (011) 4542-2522
Información tecnica
Arbol de Levas
Detalles TécnicosParte mecánica que recibe movimiento del cigüeñal a través de un conjunto de componentes y lo transmite a las válvulas, en las que es transformado en movimiento rectilíneo alterno. En los motores que funcionan en el ciclo de cuatro tiempos, el árbol de levas lo constituye un eje de acero al carbono, en el que están mecanizadas unas levas, en número igual al de válvulas del motor. Cada válvula del motor abre y cierra por cada ciclo completo, la leva que manda gira una vuelta en cada ciclo, por lo cual en los motores de cuatro tiempos el árbol de levas dará una vuelta por cada dos del cigüeñal. La distribución angular de cada leva que compone el árbol de mando sincroniza los tiempos de inicio de apertura y cierre de los ciclos de admisión y escape del conjunto motor. Con un perfil adecuado en ambas levas de un cilindro, se consigue levantar las válvulas hasta una altura conveniente y mantenerlas abiertas durante un tiempo ideal para obtener el rendimiento óptimo del motor. La máxima apertura lograda en la válvula se denomina alzada.
El perfil de una leva comprende en general:
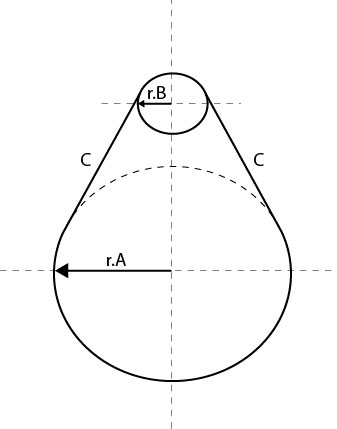
- Tramo de circunferencia de radio A, que se define como círculo base o descanso, al que corresponde el período de cierre de la válvula.
- Tramo de circunferencia de radio B, definido como cresta que corresponde a la fase de apertura máxima.
- Dos tramos C rectilíneos o curvilíneos tangentes a los anteriores llamados flancos, que corresponden a los inicios de apertura y cierre de válvulas.
Verificación básica para su reemplazo
- Superficies de apoyos y perfil de levas no deberán presentar señales de desgaste, ralladuras, agarres, etc.; rugosidad admitida hasta 0,1M superficie leva 0,2M superficie de apoyos.
- Engranaje movimiento distribuidor y bomba de aceite, no deberá presentar excesivo desgaste.
- Excéntrica de mando bomba de combustible, no deberá presentar desgaste excesivo.
- Descentrado: se controla colocando el árbol de levas descansando sobre sus apoyos extremos en dos V colocadas encima de un mármol de ajuste verificándose con un comparador, cuyo palpado está en contacto con el apoyo central (del árbol de levas), una vez conformado dicho método de control se procede a girar el árbol, no superando lectura del comparador diferencia mayor de 0,03 mm.
- Alzada: Se procederá a situar el árbol de la misma forma que en el método anterior de control (descentrado), palpando con un comparador las levas y girando el mismo la diferencia de lectura máxima y mínima que no deberá superar 0,06 mm. Para todas las válvulas de admisión o escape, pudiendo diferenciarse ambos grupos entre sí.
- Apoyos: Se verificarán con micrómetro, no pudiendo superar 0,02 mm disminuido de tolerancia mínima específica por el fabricante.
Consideraciones básicas de Montaje
- Limpiar componentes.
- Verificar superficie de alojamiento de apoyos de árbol de levas.
- Verificar huelgo axial máximo de 0,15 mm. entre alojamientos y apoyos.
- Verificar alineación alojamientos (el árbol de levas debe girar suave deslizante).
- Reemplazar seguidores de levas usados por nuevos.
- Botadores hidráulicos pre cargar de aceite bombeando varias veces los mismos.
- Lubricar apoyos, levas y seguidores.
- Resortes con carga adecuada según especificaciones técnicas requeridas para cada motor.
Puesta en marcha
- Comprobar nivel de aceite.
- Evitar primer arranque prolongado con batería.
- Verificar presión de aceite según especiación del fabricante del motor.
- Rodar el motor a 1500 - 2000 rpm durante media hora forzando la lubricación para que los botadores roten lo suficiente en contacto con las levas, favoreciendo el asentamiento de los mismos.
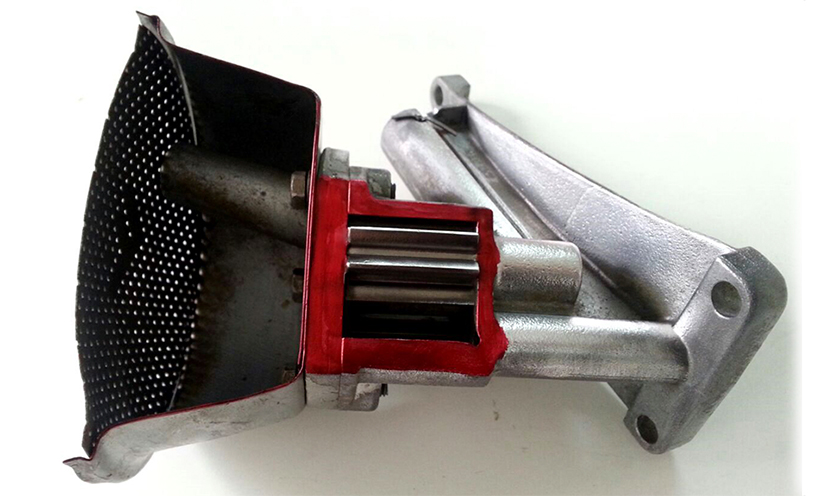
Bomba de aceite
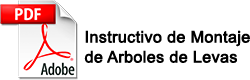
Detalles TécnicosEs el órgano mecánico que impulsa el aceite para que circule a una presión determinada a través de los conductos del motor lubricando las partes móviles del mismo. La presión del circuito está regulada por una válvula de descarga o alivio que permite la apertura de un circuito de bypass cuando la presión del circuito de lubricación llega al límite de kg/cent. Cuadrados especificados para cada motor.
El aceite ingresa a la bomba a través de rejilla filtrando el mismo de impurezas, los engranajes (uno conductor y el otro conducido) transportan el fluido entre dentado y alojamiento carcasa como se observa en sentido de giro de los mismos. La presión en el circuito está regulada por la válvula de descarga que permite la apertura de circuito bypass cuando la presión aumenta en exceso. La sobrepresión obtenida en altos regímenes de motores capaz de vencer la acción del resorte tarado de la válvula de descarga,desplazdose la bola de su asiento, permitiendo que parte del aceite llegue desde la salida para los conductos de lubricacion,hasta la entrada a la bomba. Con ello se produce un descenso de la de la presión de lubricación, que se mantiene hasta que el valor sea inferior a tensión de resorte, en cuyo caso se vuelve a cerrar la válvula de alivio, reestableciendo el funcionamiento adecuado. Trabajando de esta manera la válvula de descarga, se mantiene la presión de aceite en los canales de lubricación en el valor adecuado, ajustando automáticamente la presión a las holguras de las partes mecánicas.
Verificación básica para su reemplazo
Presión baja.
- Verificar viscosidad del aceite
- Verificar filtro de aceite parciamente saturado de impurezas del motor.
- Reemplazo de bomba de aceite
Presión alta.
- Verificar conductos de lubricación no se encuentren parcialmente obstruidos. Caso contrario para efectuar limpieza conductos proceder a vaciar el aceite apropiado y llenar a nivel con otro más fluido, haciendo funcionar el motor durante treinta minutos, al cabo de los cuales se vuelve a vaciar el circuito y se vuelve a agregar el aceite adecuado.
- Aceite inadecuado con mayor viscosidad.
- Reemplazo de bomba de aceite por válvula trabada, impidiendo regulación de presión de aceite en circuito de lubricación.
Tapa de cilindros
La tapa se encuentra fuertemente unida al block y para sellar completamente se coloca entre tapa y block un elemento llamado junta de tapa la cual está constituida por materiales flexibles capaces de soportar las grandes temperaturas que genera el motor. La misma cierra los cilindros de un motor de combustión para evitar la pérdida de compresión. También tiene la función de alojar en ella el eje de levas, las bujías (en motores gasolina), válvulas de admisión y escape y conductos de agua para la refrigeración de esta. Se fabrica generalmente de fundición aleada con otros materiales, que añaden características de resistencia, rigidez y conductividad térmica. En otras ocasiones se usan aleaciones de aluminio. Este material combina la ligereza con un alto grado de conductividad térmica. Esta característica es muy deseable. Asegura que el calor de la combustión sea evacuado al exterior, evitándose la formación de puntos calientes que pueden ocasionar la detonación. Se logra con estas culatas elevar la relación de compresión, con la mejora del rendimiento del motor.
DESMONTAJE DE LA TAPA EN EL MOTOR.
En el desmontaje de la tapa es necesario tener presente que en la mayor parte de los casos ésta se encuentra pegada al block, con interposición de la junta correspondiente. Para despegarla no deben utilizarse destornilladores ni cualquiera otra herramienta que pueda ser introducida entre ambas. El despegado se consigue golpeando ligeramente en una de las esquinas de la tapa con un martillo de plástico, intentando hacerla girar sobre su propio plano de apoyo en el block. También puede despegarse la tapa haciendo girar el cigüeñal, para que sea la presión generada en el interior de los cilindros se encargue de realizar esa función. En este caso, los tornillos de fijación no se retiran totalmente, sino que se aflojan sólo algunas vueltas, generalmente en forma de espiral.
LIMPIEZA DE LA TAPA
Con anterioridad a las verificaciones debe realizarse una escrupulosa limpieza de los componentes, durante la cual, se inspeccionará detenidamente cada uno de ellos, con el fin de detectar posibles desgastes, rozamientos irregulares, roturas, etc. Al montarlos de nuevo, una vez realizadas las verificaciones pertinentes, se impregnarán en aceite abundante, para evitar los eventuales peligros de agarrotamiento en el período inicial de funcionamiento.
Una vez efectuada la limpieza del block de cilindros, se procederá a realizar una inspección del mismo, asegurándose de que han sido eliminadas completamente las partículas adheridas a las superficies de uniones provistas de juntas de estanqueidad, como las zonas de acoplamiento de la tapa, cárter inferior, cárter de la distribución, etc.
 |
Con anterioridad a cualquier verificación que deba realizarse en la tapa, es necesario proceder a una esmerada limpieza de la misma. La carbonilla depositada en las cámaras de combustión, se raspa con un cepillo de alambres acoplado a un taladro.
Dicha carbonilla es producto del aceite que se hace llegar a la parte alta del cilindro para su lubricacion y se quema en la fase de combustión, quedando adherida a la superficie de la cámara, válvulas y cabeza del pistón. Con el tiempo va disminuyendo el volumen de la cámara, lo que a su vez puede ocasionar el incidente de autoencendido e incluso detonación |
Durante la fase de limpieza de la cámara de combustión, ha de ponerse sumo cuidado para que no se produzcan ralladuras de su superficie, pues los puntos salientes que se forman alcanzan temperaturas excesivas en la fase de combustión, que pueden ocasionar el autoencendido.
Este sistema de limpieza asegura la desincrustación rápida de la superficie, al mismo tiempo que efectúa un pulido de la misma que dificulta posteriormente la adhesión de nuevas partículas de carbonilla. También deben ser limpiadas las cámaras de agua en la tapa, valiéndose de una pequeña rasqueta que pueda ser introducido en ellas por los orificios de comunicación con el bloque de cilindros.
 |
Igualmente debe limpiarse escrupulosamente el plano de la tapa que acopla con el block de cilindros, quitando de él todo vestigio de depósitos de la junta de culata. En esta operación se pondrá especial cuidado de no rayar la superficie
Inspeccionar tratando de localizar deformaciones, grietas, o cualquier otro defecto. Especial atención merecen las cámaras de combustión y los conductos de acceso a ella, así como la superficie plana de unión al block de cilindros. |
 |
La verificación de planitud de la superficie de apoyo con el block se realiza con la ayuda de una regla y un Juego de sondas calibradas. Posicionada la regla se comprobará con la sondas que el mayor alabeo es inferior a 0,05 mm. Si se encuentran deformaciones o alabeos, deberá procederse a la rectificación del plano, cuidando de quitar la menor cantidad posible de material, ya que con el rectificado disminuye el volumen de las cámaras de combustión y en consecuencia, aumenta la relación de compresión. |
MONTAJE DE LOS ELEMENTOS DE LA TAPA Y MONTAJE EN EL BLOCK MOTOR
En el montaje de la tapa sobre el block de motor, es necesario resaltar que el apriete de los tomillos de fijación debe realizarse en dos fases como mínimo, siguiendo un determinado orden, partiendo de los centrales hasta ambos extremos, siguiendo un orden de rotación. Con ello se consigue un buen acoplamiento y que no se produzcan deformaciones en la culata en la operación de montaje.
HUMO BLANCO EN LA COMBUSTIÓN
Uno de los síntomas mostrados por una avería en la tapa de cilindros es el humo blanco en el escape de forma continuada. El humo blanco aparece a causa de la entrada de agua durante la combustión debido a una rotura en la junta o una rotura en la tapa permitiendo esta filtración.


Cesar A. Amoroso garantiza y distribuye:
